


SERIES PRODUCTS绿色墙材领域
1、蒸压砖生产线工艺流程图
固体废弃物的特性复杂,活性低,不易成型,只有采用科学配比及优化组合,经液压压机双向高压压制,才能形成密实度高、初始强度高的坯体,再在蒸压条件下产生硅钙化合反应生成托贝莫来石结晶体,使得制品具有高强度、低干燥收缩值,具有很强的抗冻性和耐久性,成为合格建筑制品。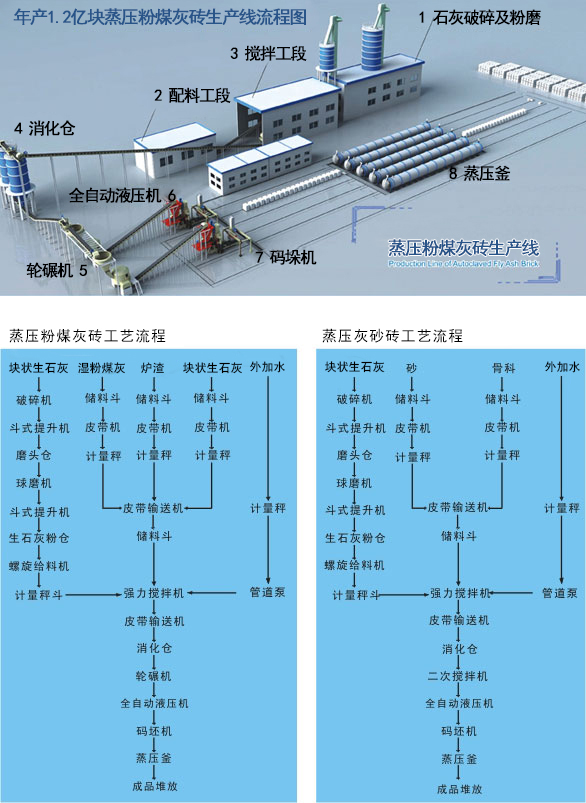
2、 全自动液压机等关键设备
海源墙体材料全自动液压机集机、电、液为一体,能自动完成砖坯压制过程中的压制、排气、脱模、夹砖以及布料等工作。通过更换不同的模具,它可生产标砖、盲孔砖、多孔砖等。
墙体材料全自动液压机
码垛机
模具
-

HF1200A
HF1200A http://haiyuan.hnhbhl.com/static/images/haiyuan/1.jpg 115412 -

HF1100C
HF1100C http://resource.jereh-network.com/10644/12052611341037_0.jpg 80461

 技术参数
技术参数 产品优势
产品优势 现场视频
现场视频
MD76B、MD68实现全新码砖方式,节约人工,安全可靠
| 型号 | MD48 | MD64C | MD76 A |
|---|---|---|---|
| 夹砖数(块. 标砖) | 48 | 64 | 76 |
| 整机功率(kW) | 7 | 7 | 9.5 |
| 上下行程 (m) | 1.4 | 1.76 | 1.75 |
| 左右行程(m) | 2.7 | 3 | 3.3 |
| 码坯高度(层. 标砖) | 12 | 15 | 15 |
| 设备净量 (t) | 3.2 | 3.8 | 5.5 |
| 型号 | MD108 | MD76B | MD68 |
|---|---|---|---|
| 夹砖数(块. 标砖) | 108 | 76 | 68 |
| 整机功率(kW) | 9.5 | 8.87 | 8.87 |
| 上下行程 (m) | 1.75 | 1.85 | 1.85 |
| 左右行程(m) | 3.3 | 3.3 | 3.3 |
| 码坯高度(层. 标砖) | 15 | 15 | 15 |
| 设备净量 (t) | 5.7 | 5.8 | 5.6 |
(注:以上技术数据如有修改,恕不另行通知。)

 分类介绍
分类介绍 技术特点
技术特点 技术参数
技术参数 3、技术特点
| 首创技术 奠定典范 |
| 第一台1100t蒸压砖自动液压机、“中国建材科技进步二等奖”、“国家重点新产品”、“福建省优秀新产品一等奖”、负责起草《蒸压砖自动液压机》、《蒸压砖自动码垛机》国家行业标准、“中国建材科技进步一等奖”。 持续创新,不断提高液压机技术与性能,为客户及社会的可持续化发展创造更大的价值! |
 |
1. 采用模框浮动式结构,通过调整压制活塞同模框运动的速度差实现双向加压,产品密度均匀、质量好,解决了单向压制因物料受力传递不均造成的坯体密度不均匀的问题。 | ||
 |
2. 采用液压分级加压,多次自动排气技术,突破了我国该领域近四十年一直未能有效解决的同类制品分层微裂难题,产品密实均质。 | ||
 |
3. 采用强制搅拌布料、柔性夹砖两者组合一体的技术,适用于不同体系废弃物的快速均匀布料,简化机构,有效提高取坯效率和砖坯的质量,压制成品率超过98%。 | ||
 |
4. 采用适应于不同固体废弃物体系的成型计算机控制程序及液压控制系统,实现了不同工艺要求的物料高质高效成型,使得各种固体废弃物掺量高、适应性广。 |


赣ICP备2022000915号 赣公网安备:36050202000301号
技术支持:
 互邦集团
400-138-7707
互邦集团
400-138-7707